Para quaisquer dúvidas e comentários dos clientes, responderemos com paciência e meticulosidade.
Esta luva de latão é feita por fundição centrífuga com uma liga de cobre-zinco como material base...
Uma bucha autolubrificante - também chamada de mancal autolubrificante, bucha autolubrificante ou mancal liso livre de manutenção - é um componente de rolamento cilíndrico que fornece uma interface deslizante de baixo atrito entre um eixo giratório ou oscilante e seu alojamento sem exigir um fornecimento externo de óleo ou graxa durante a operação. A função lubrificante está incorporada no próprio material do rolamento: seja através de uma fase lubrificante sólida incorporada na matriz do rolamento, através de uma estrutura porosa impregnada com óleo que libera lubrificante para a superfície de contato sob carga e temperatura, ou através de uma superfície de polímero inerentemente de baixo atrito que não requer nenhum lubrificante convencional.
O princípio de funcionamento distingue fundamentalmente as buchas autolubrificantes dos mancais de deslizamento hidrodinâmicos ou hidrostáticos convencionais, que dependem de um fornecimento externo contínuo de óleo para manter a película lubrificante que separa o eixo e as superfícies do mancal. Uma luva autolubrificante opera em regimes de lubrificação limite ou atrito seco, onde o filme lubrificante é intermitente ou ausente – e a composição do material do rolamento é projetada para fornecer capacidade de carga adequada, taxa de desgaste aceitável e baixo atrito sob essas condições severas. Isto torna as luvas autolubrificantes particularmente valiosas em aplicações onde a lubrificação externa é inacessível, impraticável, proibida por requisitos de higiene ou contaminação, ou simplesmente não vale a pena manter durante toda a vida útil do produto.
Manga autolubrificante os rolamentos não são uma categoria única de produtos, mas uma família de diferentes materiais e abordagens de construção, cada um com um mecanismo de lubrificação distinto, envelope de desempenho e perfil de aplicação mais adequado. Compreender as diferenças entre os principais tipos é o ponto de partida para qualquer processo seletivo sério.
Luvas autolubrificantes de bronze sinterizado - geralmente chamadas de rolamentos oilite ou buchas impregnadas de óleo - são feitas comprimindo e sinterizando pó de bronze em uma estrutura porosa que é então impregnada a vácuo com óleo lubrificante, normalmente de 15 a 30% do volume do rolamento. Durante a operação, a combinação do calor gerado na interface eixo-rolamento e a ação de bombeamento da rotação do eixo faz com que o óleo migre dos poros internos do rolamento para a superfície deslizante, formando uma película lubrificante. Quando o eixo para e o rolamento esfria, o óleo é reabsorvido por ação capilar na matriz porosa. Este ciclo de auto-reabastecimento pode sustentar a lubrificação por anos de serviço intermitente sem relubrificação, e o reservatório de óleo dentro do rolamento é efetivamente o suprimento de lubrificante para toda a vida útil do rolamento. As luvas de bronze sinterizado são o tipo de luva autolubrificante mais amplamente utilizado em todo o mundo, encontradas em motores elétricos, eletrodomésticos, equipamentos agrícolas, acessórios automotivos e máquinas industriais leves.
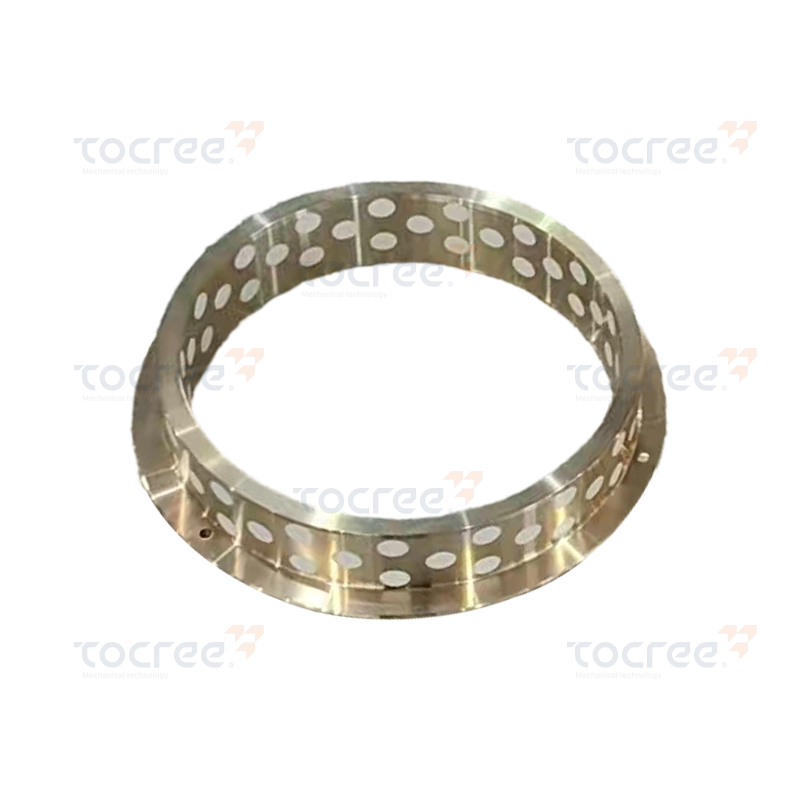
As luvas de incrustação de lubrificante sólido usam um corpo de rolamento metálico — normalmente bronze fundido, aço ou ferro — com reentrâncias perfuradas com precisão ou furos passantes preenchidos com tampões de lubrificante sólido, geralmente compostos de grafite, PTFE ou dissulfeto de molibdênio (MoS₂). À medida que o eixo gira ou oscila contra o furo do rolamento, os tampões de lubrificante sólido se desgastam progressivamente, transferindo uma camada fina e aderente de lubrificante tanto para a superfície do eixo quanto para o furo do rolamento. Esta película lubrificante transferida reduz o atrito e o desgaste entre as superfícies de contato sem a necessidade de qualquer líquido ou graxa. As luvas autolubrificantes de tampão sólido operam de forma eficaz em temperaturas que degradariam óleos e graxas — as luvas de bronze com tampão de grafite funcionam até 400°C em algumas aplicações — e são usadas em ambientes exigentes, incluindo fornos industriais de alta temperatura, equipamentos de fabricação de vidro, máquinas agrícolas ao ar livre expostas à chuva e sujeira e equipamentos de processamento de alimentos onde a contaminação do produto por óleo ou graxa é proibida.
As luvas autolubrificantes à base de polímero usam materiais como PTFE (politetrafluoroetileno), PEEK, náilon, acetal e vários compósitos reforçados com fibra que têm coeficientes de atrito inerentemente baixos (o PTFE tem um coeficiente de atrito estático tão baixo quanto 0,04) e geram um filme de transferência autolubrificante na superfície do eixo correspondente durante o processo de desgaste inicial. Mangas revestidas de PTFE - nas quais um revestimento composto de PTFE de parede fina é colado a uma carcaça de aço ou bronze - são particularmente amplamente utilizadas em buchas de suspensão automotiva, pivôs de braço de controle, ligações de controle de aeronaves e pivôs de instrumentação de precisão. O revestimento de PTFE fornece uma superfície deslizante consistente, de baixo atrito e antiaderente, que mantém o desempenho em uma ampla faixa de temperatura (normalmente -200 °C a 260 °C para PTFE puro), opera sem qualquer lubrificante e tolera cargas oscilantes e reversíveis que causariam a falha imediata de um rolamento hidrodinâmico devido à formação insuficiente de filme.
Os mancais autolubrificantes bimetálicos e multicamadas combinam um suporte de aço para resistência estrutural com uma camada intermediária de liga de rolamento (normalmente bronze com chumbo ou bronze-estanho) e uma camada fina de compósito de polímero - mais comumente uma mistura de PTFE-chumbo, compósito de fibra de PTFE ou composto de acetal - que fornece a superfície deslizante de baixo atrito. A construção multicamadas permite que cada camada seja otimizada para uma função diferente: a parte traseira de aço fornece retenção de ajuste por pressão e distribuição de carga, a camada intermediária de bronze sinterizado fornece boa ligação e conformabilidade moderada, e a camada de compósito PTFE fornece a superfície deslizante autolubrificante. Os rolamentos tipo DU e tipo DX (designações comerciais para especificações de buchas autolubrificantes multicamadas amplamente utilizadas) são o componente dominante em buchas pequenas de motores automotivos, pinos de articulação de máquinas agrícolas, juntas de pinos de equipamentos de construção e ligações industriais de alto ciclo, onde a combinação de alta capacidade de carga, baixo atrito e operação livre de manutenção é necessária em um envelope compacto.
A tabela abaixo resume os quatro principais tipos de buchas autolubrificantes de acordo com os critérios de seleção mais importantes na prática, fornecendo uma estrutura de referência rápida para a seleção inicial da tecnologia.
| Tipo | Mecanismo de Lubrificação | Temperatura máxima (°C) | Capacidade de carga | Melhor Aplicação |
| Bronze sinterizado (impregnado de óleo) | Migração de óleo da matriz porosa | 100–120°C | Moderado | Motores, eletrodomésticos, máquinas leves |
| Tampão lubrificante sólido (grafite/MoS₂) | Filme de transferência do desgaste do plugue | Até 400°C | Alto | Fornos, processamento de alimentos, equipamentos externos |
| PTFE / compósito polimérico | Filme de transferência de baixo atrito no eixo | 260°C (PTFE) | Baixo–Moderado | Ligações aeroespaciais, médicas e oscilantes |
| Multicamadas (du/dx bimetálica) | Filme de transferência de sobreposição composto de PTFE | 130–180°C | Alto | Automotivo, equipamentos de construção, pivôs |
As folhas de dados dos rolamentos autolubrificantes apresentam um conjunto de parâmetros de desempenho que, se mal compreendidos ou mal aplicados, levam diretamente à falha prematura do rolamento. Compreender o que cada parâmetro representa e como eles interagem é essencial para uma seleção segura de rolamentos.
O valor PV — produto da pressão do rolamento P (em MPa ou N/mm²) e da velocidade de deslizamento V (em m/s) — é o parâmetro operacional fundamental para mancais autolubrificantes. PV representa a taxa na qual o calor de fricção é gerado na superfície do rolamento por unidade de área: alta pressão com alta velocidade gera mais calor do que a mesma pressão em baixa velocidade. Cada material de bucha autolubrificante tem um valor PV máximo permitido acima do qual a taxa de geração de calor excede a capacidade do rolamento de dissipá-lo, fazendo com que a temperatura da superfície do rolamento suba até o ponto onde o lubrificante se degrada, o material do rolamento amolece ou deforma e a taxa de desgaste acelera até a falha. É importante ressaltar que o PV máximo permitido não é alcançado em nenhuma combinação de P e V que produz esse produto — também existem limites de pressão máxima separados (P_max) e limites de velocidade máxima (V_max) que restringem o envelope operacional independentemente do produto PV. Um rolamento pode ter um limite PV de 0,1 MPa·m/s, um P_max de 40 MPa e um V_max de 0,5 m/s — e todas as três restrições devem ser satisfeitas simultaneamente.
O coeficiente de atrito de um mancal autolubrificante não é uma constante fixa - ele varia com a velocidade de deslizamento, a pressão de contato, a temperatura, a rugosidade do eixo correspondente e o estado do filme de transferência na superfície do eixo. Os valores de coeficiente de atrito publicados em folhas de dados (normalmente 0,03–0,2 dependendo do tipo de material) representam valores de estado estacionário sob condições representativas após a rodagem inicial, e não valores instantâneos ou de pior caso. O coeficiente de atrito inicial – antes que o filme de transferência seja estabelecido ou antes que o óleo tenha migrado para a superfície do rolamento – é normalmente duas a cinco vezes maior que o valor do estado estacionário. Isto é particularmente importante para aplicações com orçamentos de torque muito apertados (instrumentos de precisão, atuadores com pequenos motores de acionamento) e para aplicações com ciclos freqüentes de partida-parada, onde as condições de estado estacionário do filme nunca são totalmente estabelecidas.
A condição da superfície do eixo correspondente tem uma grande influência no desempenho e na vida útil do rolamento autolubrificante. Para luvas metálicas autolubrificantes (bronze sinterizado, bronze sólido), o eixo deve ser endurecido a pelo menos 30 HRC para evitar que a superfície do eixo seja desgastada pelo material do rolamento de bronze, que normalmente é mais duro do que o eixo de aço recozido. Um eixo macio operando em uma luva autolubrificante de bronze acumulará detritos de bronze transferidos para o eixo, aumentando progressivamente o atrito e o desgaste até a falha. Para rolamentos autolubrificantes compostos e multicamadas de PTFE, o requisito de dureza da superfície do eixo é menos rigoroso (20 HRC normalmente é adequado) porque a cobertura de PTFE é mais macia e se adapta a pequenas irregularidades do eixo, mas a rugosidade da superfície do eixo deve ser controlada para Ra 0,4–0,8 µm — muito áspera, e as asperezas abrasivas cortam rapidamente a fina camada de PTFE; muito liso (abaixo de Ra 0,1 µm) e o filme de transferência tem pontos de ancoragem mecânicos insuficientes para aderir de forma confiável à superfície do eixo.

Os mancais autolubrificantes não são universalmente superiores aos mancais convencionais lubrificados com óleo ou graxa - eles têm limites máximos de PV mais baixos e coeficientes de atrito mais altos do que os mancais lisos bem lubrificados operando no regime hidrodinâmico. Contudo, a sua vantagem é decisiva num conjunto específico de condições em que a lubrificação convencional falha ou é impraticável.
A escolha entre um rolamento autolubrificante e um rolamento de elementos rolantes (rolamento de esferas ou rolos) é uma das decisões de projeto mais comuns na engenharia mecânica, e cada tecnologia apresenta vantagens genuínas em condições específicas. Nenhum dos dois é universalmente superior, e a decisão deve ser tomada comparando os requisitos específicos da aplicação com os pontos fortes de cada tecnologia.
| Critérios | Manga Autolubrificante | Rolamento de elemento rolante |
| Fricção inicial | Altoer (boundary lubrication) | Muito baixo (contato rolante) |
| Tolerância à vibração e carga de choque | Excelente (grande área de contato) | Moderado (point/line contact) |
| Geração de ruído e vibração | Muito baixo (operação silenciosa) | Baixo a moderado (ruído de corrida) |
| Requisito de espaço radial | Mínimo (parede fina) | Maior (gaiola e elementos rolantes) |
| Requisito de manutenção | Nenhum (sem manutenção) | Relubrificação periódica ou selada |
| Alto-speed performance | Limitado (geração de calor) | Excelente |
| Custo | Baixo a moderado | Moderado to high |
| Movimento oscilante/de baixa velocidade | Excelente | Fraco (falso risco de brinelling) |
| Tolerância à contaminação | Bom (construção sólida) | Ruim (a entrada de partículas danifica as corridas) |
A seleção de um rolamento autolubrificante requer trabalhar sistematicamente com as condições operacionais da aplicação e combiná-las com os limites de desempenho dos tipos e materiais de rolamento candidatos. Ir diretamente para um produto específico com base na semelhança superficial com uma aplicação anterior — sem confirmar o PV, a temperatura e a compatibilidade ambiental — é o caminho mais comum para a falha prematura do rolamento.
Calcule a pressão do rolamento P dividindo a carga radial (em Newtons) pela área projetada do rolamento (diâmetro do furo × comprimento, em mm²), convertendo para MPa. Calcule a velocidade de deslizamento V em m/s a partir da velocidade de rotação e do diâmetro do eixo, ou do comprimento do curso e da taxa de ciclo para aplicações oscilantes. Determine se o movimento é de rotação contínua, rotação intermitente, oscilante ou alternativo — isso afeta tanto o cálculo do PV (o movimento oscilante tem um PV efetivo menor do que a rotação contínua na mesma velocidade de pico) quanto o tipo de luva autolubrificante mais adequada. Verifique o produto fotovoltaico calculado e os valores individuais de P e V em relação aos limites do material do rolamento e certifique-se de que todas as três restrições sejam atendidas com um fator de segurança de pelo menos 1,5–2,0 para levar em conta as variações de carga e velocidade em serviço.
Determine a faixa de temperatura operacional — tanto a temperatura ambiente quanto a temperatura operacional do próprio rolamento, que será superior à temperatura ambiente devido à geração de calor por atrito. Faça referência cruzada com os limites de temperatura dos materiais de rolamento candidatos: o bronze sinterizado impregnado de óleo padrão é limitado a aproximadamente 80–120°C contínuo; Os rolamentos multicamadas compostos de PTFE operam de 130 a 180 °C; as mangas de bronze com incrustações de grafite suportam até 400°C. Identifique qualquer exposição a produtos químicos – ácidos, álcalis, solventes, água, produtos de limpeza de qualidade alimentar – e verifique a compatibilidade do material. As luvas autolubrificantes de polímero costumam ser mais resistentes quimicamente do que os tipos metálicos, mas os graus específicos de polímero devem ser verificados em relação aos produtos químicos reais presentes, pois a resistência química varia significativamente entre os tipos de polímero.
Os mancais autolubrificantes requerem uma folga radial específica entre o furo do rolamento e o diâmetro do eixo para operação correta. Pouca folga faz com que o rolamento prenda o eixo, gerando atrito e calor excessivos que destroem rapidamente o eixo e o rolamento. Muita folga permite que o eixo balance dentro do furo sob carga, criando carga nas bordas nas extremidades do rolamento e cargas de impacto dinâmicas que causam desgaste e fadiga acelerados. As folgas de furo recomendadas para rolamentos autolubrificantes são normalmente maiores do que aquelas usadas para rolamentos de elementos rolantes - as buchas de bronze sinterizado normalmente usam ajuste H7/f7 ou H8/f7 (folga de 0,01–0,05 mm em diâmetros pequenos), enquanto as buchas compostas de PTFE podem exigir ajustes ligeiramente mais apertados devido à tendência da sobreposição de polímero de fluir a frio sob alta pressão de contato sustentada.
As buchas autolubrificantes estão entre os rolamentos mais simples de instalar corretamente — mas a instalação incorreta também é surpreendentemente comum e resulta em falhas precoces que muitas vezes são atribuídas incorretamente ao material do rolamento e não ao método de instalação.
As buchas autolubrificantes são componentes de desgaste — elas têm uma vida útil finita determinada pelas condições de operação, pela resistência ao desgaste do material do rolamento e pela condição da superfície do eixo correspondente. Ao contrário dos rolamentos de elementos rolantes, que muitas vezes falham com um aumento repentino e dramático de ruído e vibração, os rolamentos autolubrificantes falham gradualmente através do desgaste progressivo que aumenta a folga entre o eixo e o furo até atingir um nível inaceitável. Este modo de falha gradual é previsível e gerenciável se monitorado corretamente, mas pode ser totalmente ignorado se não houver monitoramento, resultando eventualmente em danos ao eixo, vibração excessiva e danos a outros componentes do sistema.
O principal indicador de desgaste da bucha autolubrificante é o aumento da folga entre o eixo e o furo, medida pela inserção de um calibrador de lâminas entre o eixo e o furo do rolamento ou pela medição do deslocamento do eixo com um relógio comparador sob uma carga de teste definida. A maioria dos fabricantes de rolamentos especifica uma folga máxima permitida – normalmente duas a três vezes a folga de funcionamento original – além da qual o rolamento deve ser substituído. Na prática, o critério de substituição é frequentemente definido pela tolerância do sistema para o movimento do eixo: em instrumentação de precisão, um aumento de folga de 0,02 mm pode ser inaceitável; em uma junta pivotante agrícola grande, 0,5 mm de folga adicional pode ser tolerável.
A inspeção visual das buchas autolubrificantes removidas fornece informações de diagnóstico valiosas sobre se o rolamento estava operando dentro dos limites do projeto. O desgaste uniforme em todo o comprimento do rolamento e uma superfície do furo lisa e polida indicam operação correta e alinhamento adequado do eixo. Desgaste intenso concentrado em uma extremidade do rolamento indica desalinhamento ou deflexão do eixo sob carga. Superfícies de rolamento marcadas ou ranhuradas indicam contaminação abrasiva entrando na folga do rolamento, apontando para vedação inadequada. Material de rolamento superaquecido ou descolorido — escurecimento, rachadura ou delaminação de uma camada de PTFE — indica operação acima do limite de temperatura do material, exigindo investigação se o limite de PV foi excedido ou se a dissipação de calor do alojamento foi inadequada para a aplicação.

Esta luva de latão é feita por fundição centrífuga com uma liga de cobre-zinco como material base...

Esta manga reta é feita de liga de alumínio e bronze como material de base. De acordo com a neces...
Alta resistência à tração: A resistência à tração deste produto atinge até 750N/mm², garantindo e...
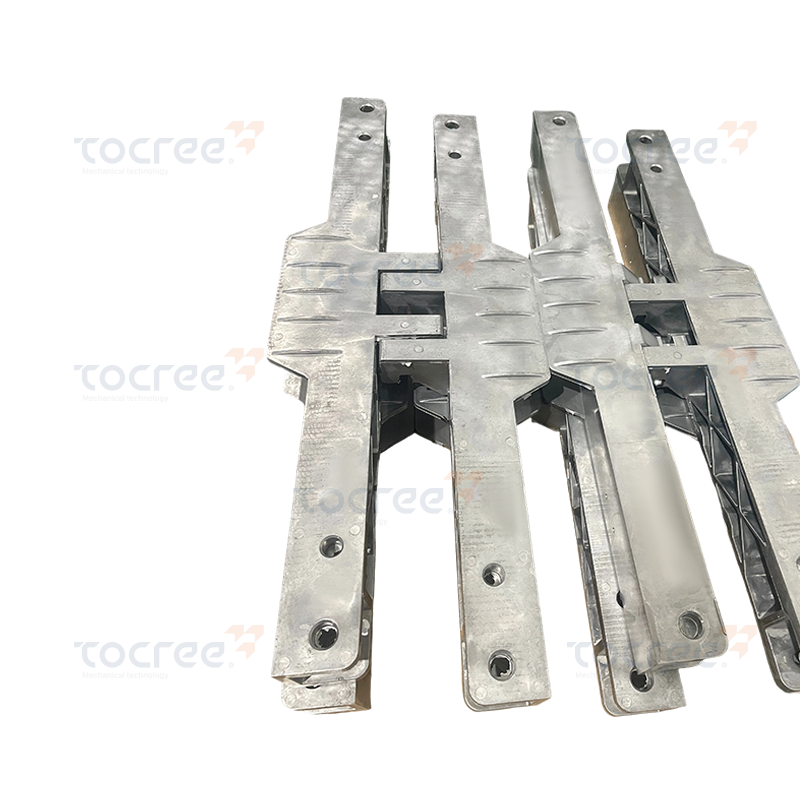
Esta estrutura em liga de alumínio foi especialmente projetada para atender aos requisitos de apl...

Este produto é uma porca de cobre de alta qualidade, feita de bronze estanho como material de bas...
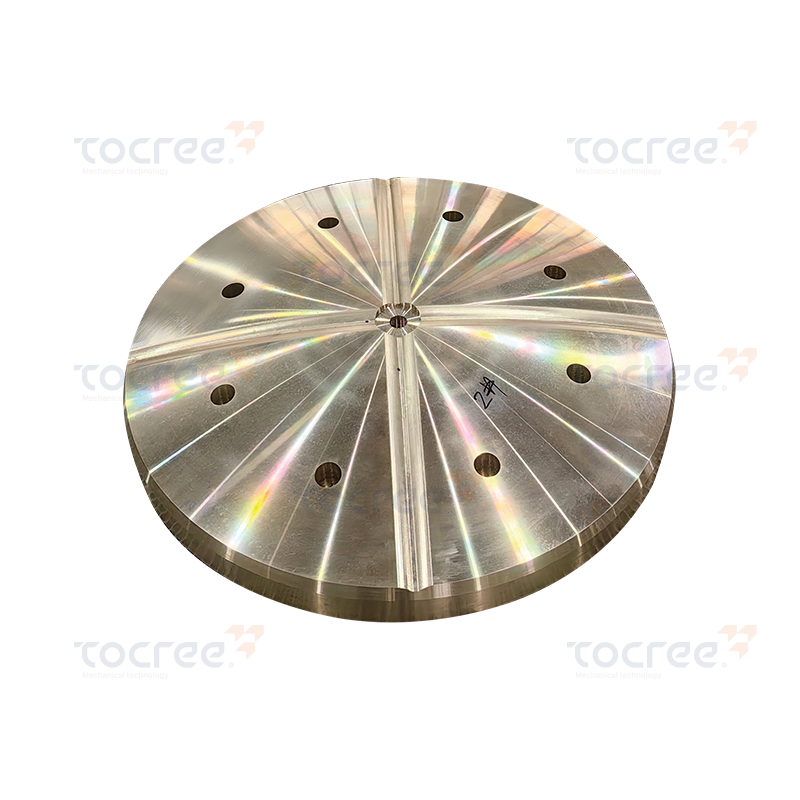
A placa de impulso esférica à base de cobre é um componente de liga de cobre de alto desempenho, ...
Direitos autorais © 2025 Jiashan Tocree Machinery Co., Ltd. Todos os direitos reservados.
Peças de máquinas de ligas de cobre personalizadas
